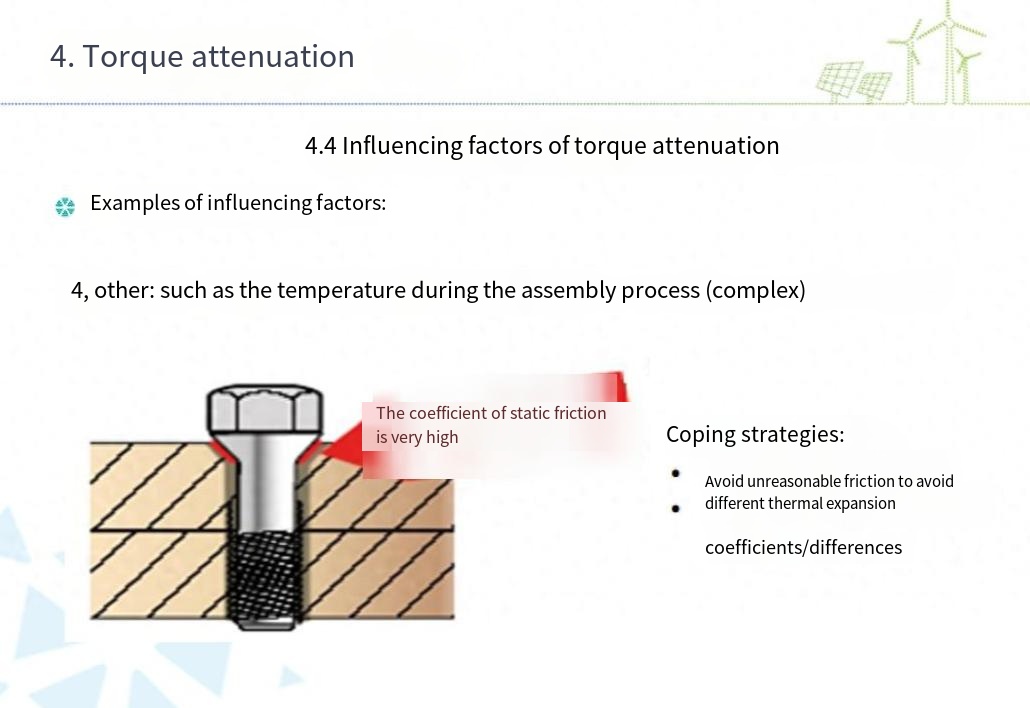

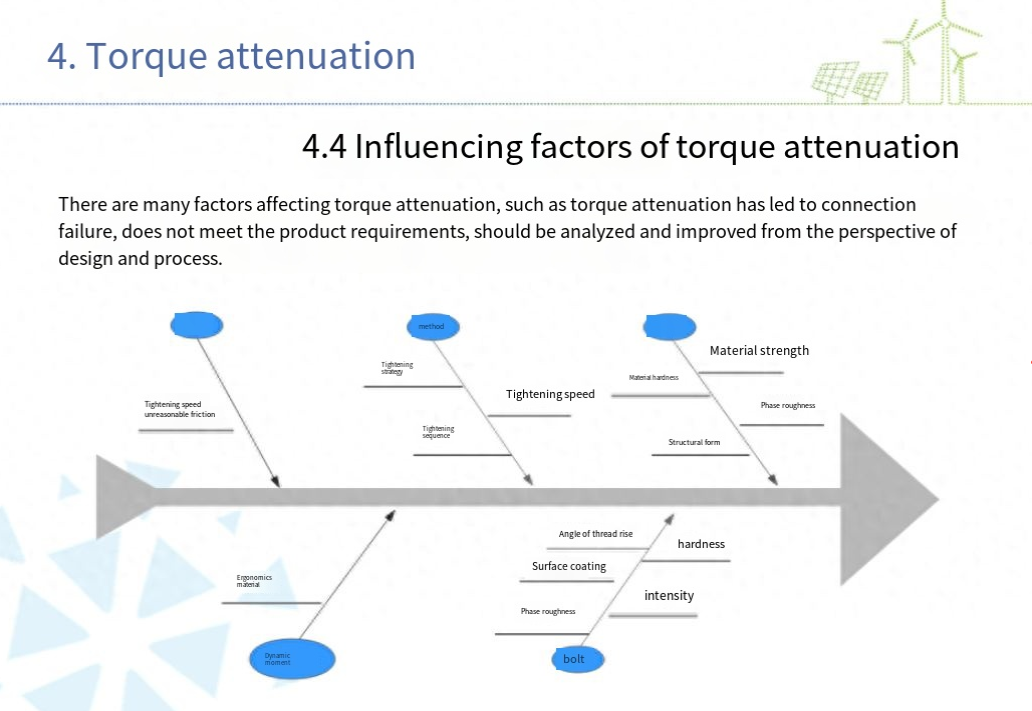
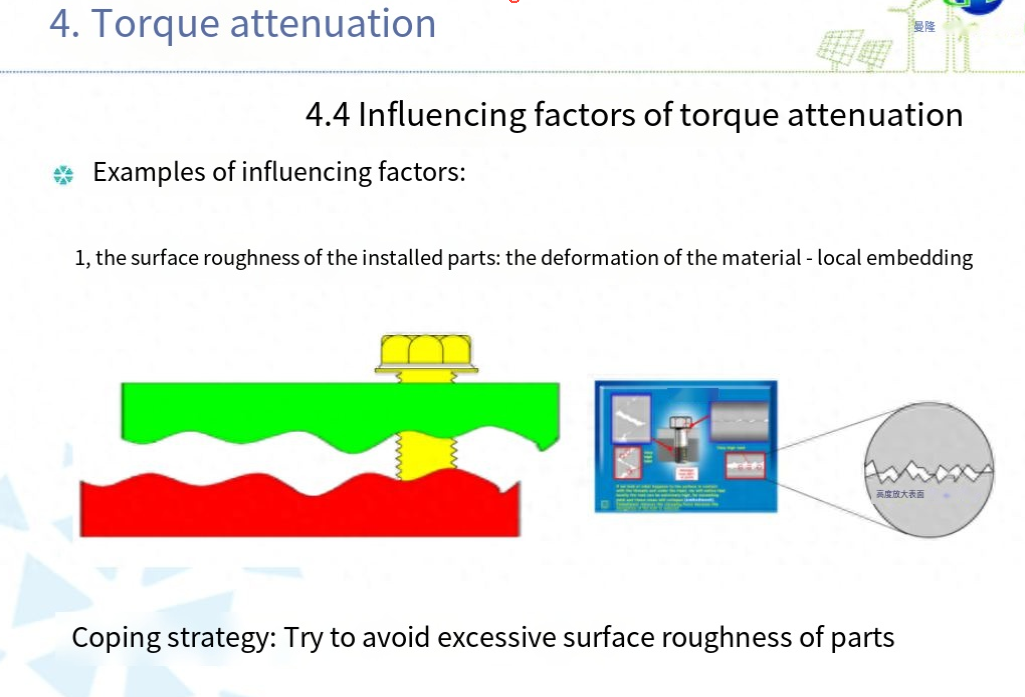
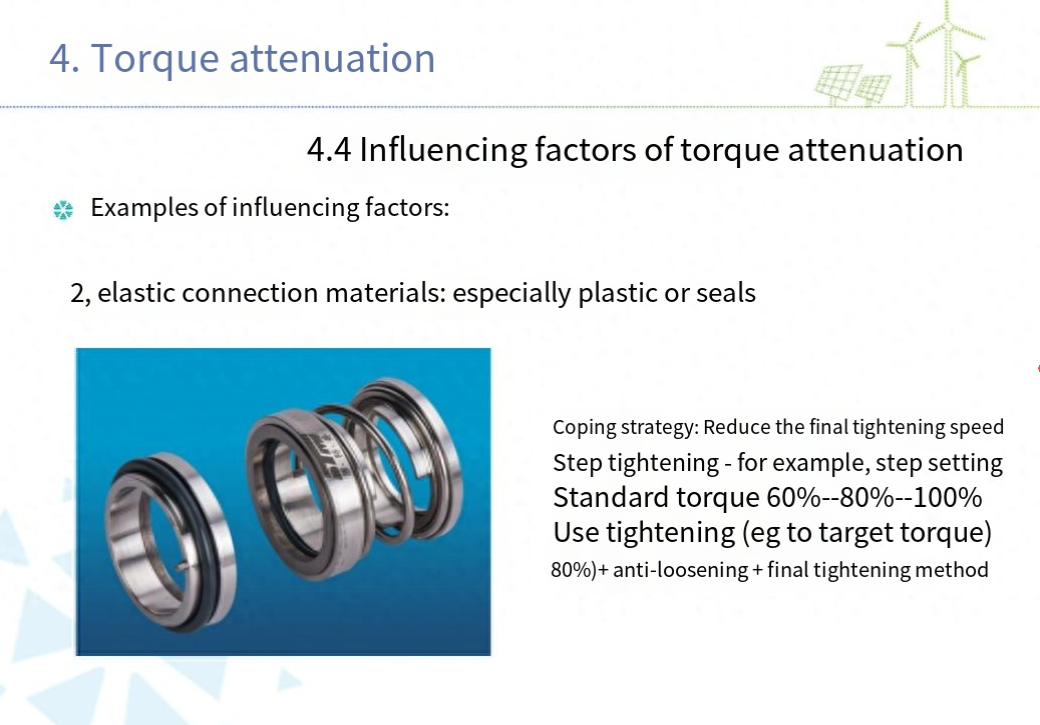
ટોર્ક એટેન્યુએશનને અસર કરતા ઘણા પરિબળો છે, કારણ કે ટોર્ક એટેન્યુએશનના સુધારણાનાં પગલાંના વિવિધ સ્વરૂપો સમાન નથી, ઉપરોક્ત સામગ્રી વ્યાપક છે, પ્રક્રિયા અને ડિઝાઇનના દૃષ્ટિકોણથી ટોર્ક એટેન્યુએશનના સામાન્ય સુધારણા પગલાંને ધ્યાનમાં લેવા માટે નીચે પ્રમાણે સારાંશ આપવામાં આવ્યો છે, અલબત્ત, સુધારણા પગલાં નીચેની સામગ્રી સુધી મર્યાદિત નથી. ડિઝાઇન કોણ: 1.સપાટીની ખરબચડી: સપાટીની ખરબચડી ઓછી, સામગ્રીની સપાટી જેટલી સરળ અને કડક થયા પછી ટોર્કનું એટેન્યુએશન ઓછું.2.સામગ્રીની કઠિનતા: સામગ્રીની કઠિનતામાં સુધારો કરો, સામગ્રીની સપાટી એકબીજા વચ્ચે એમ્બેડ કરવામાં આવે તેટલી વધુ મુશ્કેલ, ટોર્ક એટેન્યુએશન ઓછું.3.સ્થિતિસ્થાપક સામગ્રીઃ પ્લાસ્ટિક અથવા રબર વગેરેનો બને તેટલો ઓછો ઉપયોગ કરવો જોઈએ.જો જરૂરી હોય તો, એટેન્યુએશન પછી ક્લેમ્પિંગ બળ ઉત્પાદનની આવશ્યકતાઓને પૂર્ણ કરે છે તેની ખાતરી કરવા માટે એક વ્યાપક કડક વ્યૂહરચના ઘડવી જોઈએ.4, બોલ્ટની પસંદગી: બરછટ દાંતની બોલ્ટની તુલનામાં ફાઇન ટીથ બોલ્ટ પીચ નાની છે, સ્ક્રુ એન્ગલ પણ નાનો છે, ઉપયોગમાં લેવાતો નથી. ઢીલું કરવું સરળ છે, તેથી બારીક દાંત બોલ્ટ ટોર્ક એટેન્યુએશનનો ઉપયોગ બરછટ દાંત કરતાં ઓછો હશે
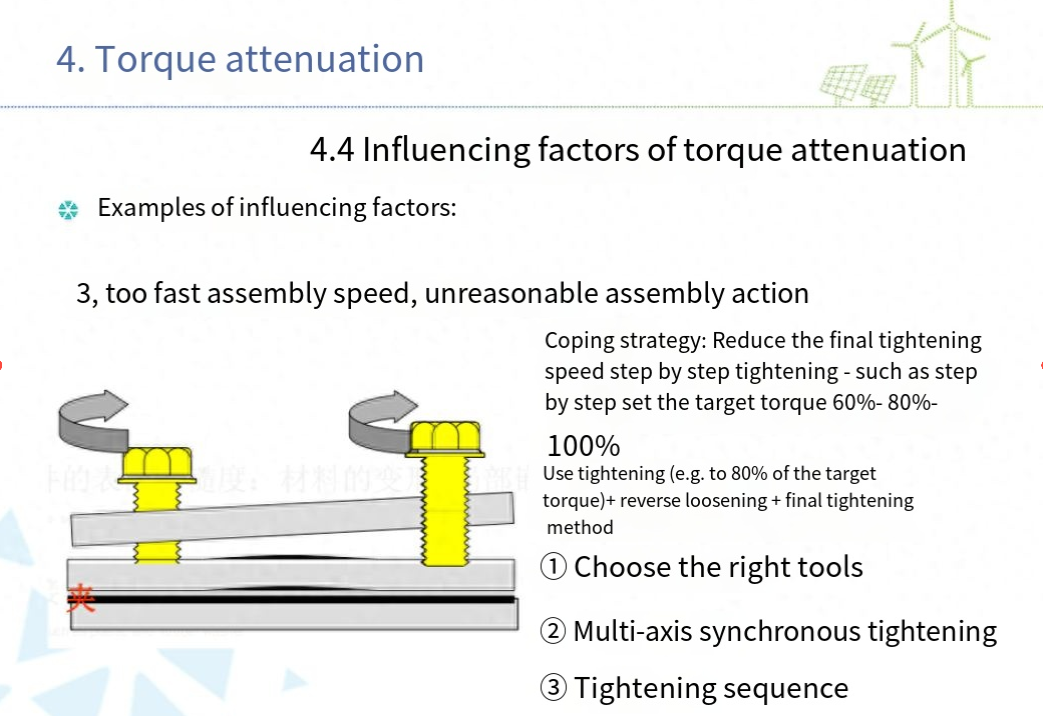
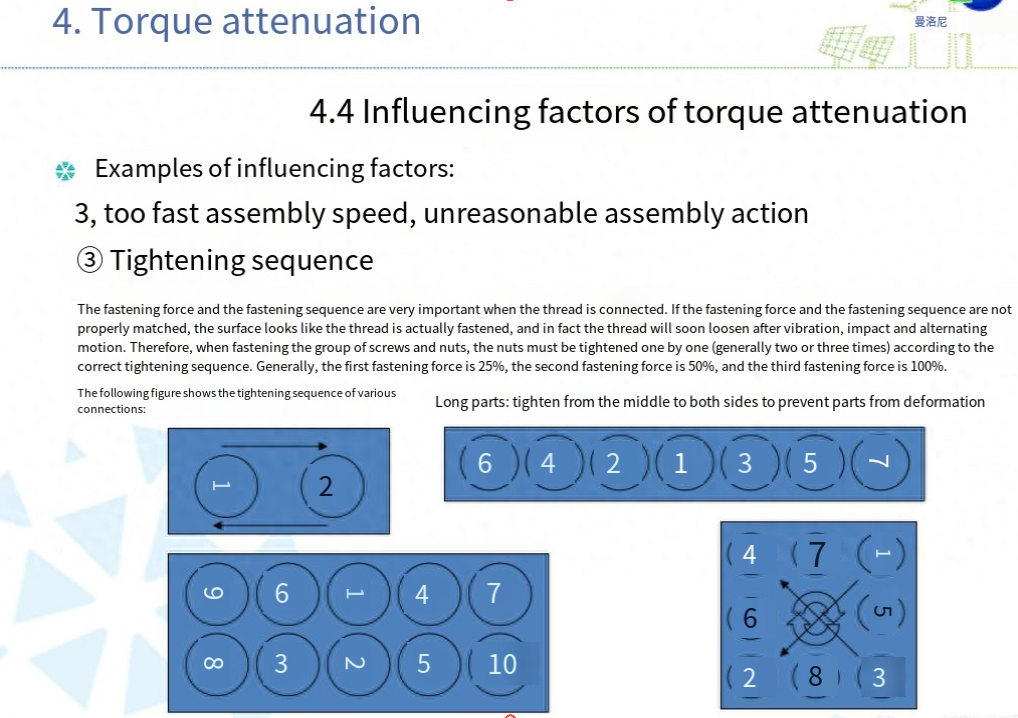
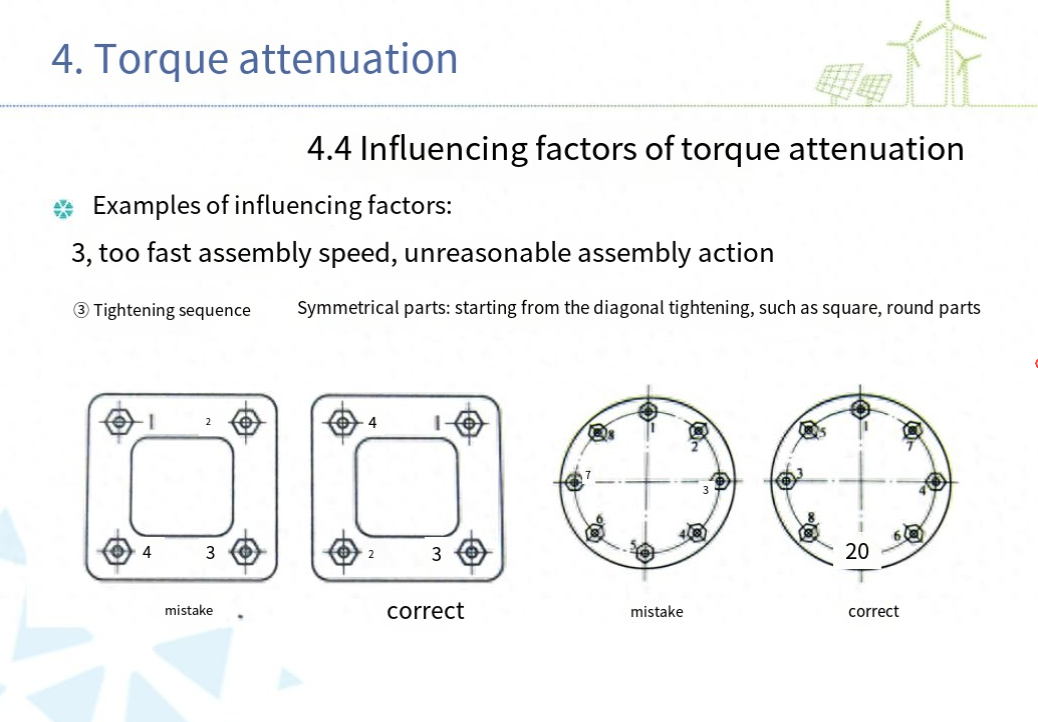
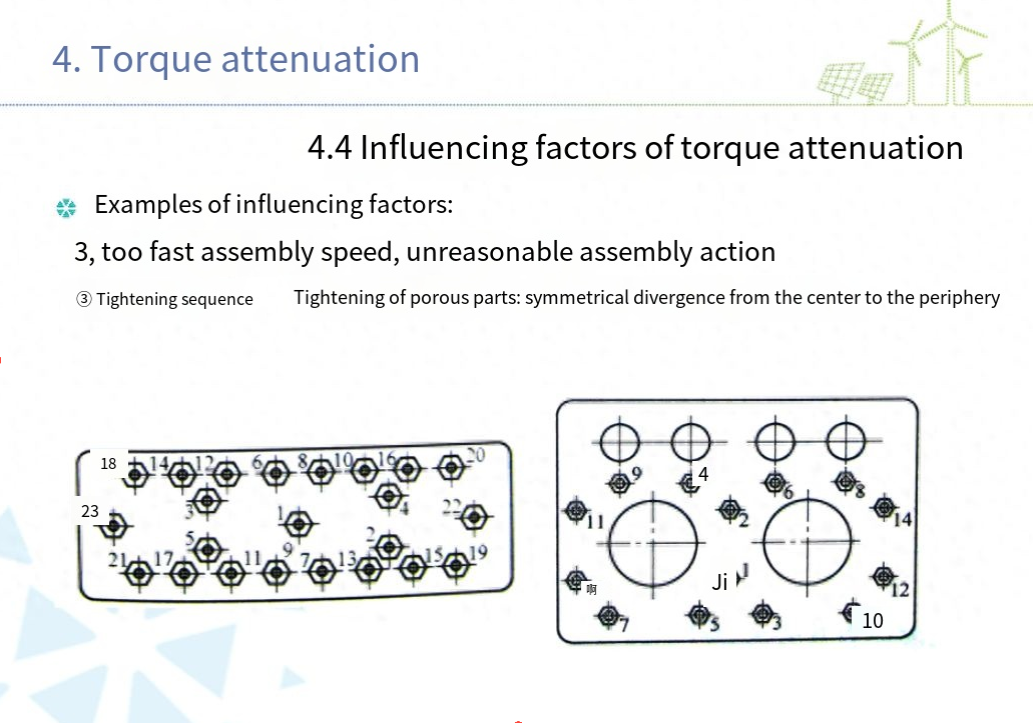
પ્રક્રિયા કોણ: 1.કડક કરવાની વ્યૂહરચના: કડક કરવાની વ્યૂહરચના બદલો, બે-પગલાંની કડક અથવા બહુ-પગલાની સજ્જડતા, અને સ્થિતિસ્થાપક તાણ છોડવા અને એટેન્યુએશન ઘટાડવા માટે કડક પ્રક્રિયામાં 50ms થોભાવો.2.કડક કરવાની ઝડપ: જ્યારે વર્કપીસ દબાવવામાં આવે છે, ત્યારે બર મોટા ક્લેમ્પિંગ ફોર્સ હેઠળ પ્રસ્થાન કરે છે, "ટૂંકા" ક્લેમ્પિંગ ફોર્સ ઘટે છે, શેષ ટોર્ક સિંક્રોનિકલી ઝડપથી કડક થવાની ગતિમાં ઘટાડો થાય છે, બરનું પ્રારંભિક વિરૂપતા જેટલું નાનું હોય છે, તેટલું વધુ શેષ. ટોર્ક ઘટે છે, તેથી, કડક થવાની ઝડપ ઘટાડવાથી ટોર્ક એટેન્યુએશન ઘટાડી શકાય છે.3.ટાઈટનિંગ સિક્વન્સ: સિંગલ-એક્સિસ ટાઈટનિંગને એક જ સમયે અનેક એક્સેસ ટાઈટનિંગમાં બદલો, જે ટોર્ક એટેન્યુએશન ઘટાડી શકે છે: અથવા સિંગલ-એક્સિસ મલ્ટિ-સ્ટેપ ક્રમિક ટાઈટિંગને લક્ષિત ટોર્ક પર લઈ જાઓ, જે ટોર્ક એટેન્યુએશનને પણ ઘટાડી શકે છે.
પોસ્ટ સમય: સપ્ટે-04-2023